
Sterile Area Maintenance keeps aseptic rooms controlled, because microbes spread fast. WHO reports that, in acute care hospitals, 7% patients in developed countries and 15% in developing countries get at least one healthcare-associated infection.This guide fits beginners and operators, so you can use it.
In pharma quality assurance, you need proof, not promises. Use a cleanroom cleaning SOP, a cleanroom disinfection SOP, and a checklist. Then log dilution, expiry, contact time, and wipe technique in a cleaning logbook. Finally, link cleaning results to environmental monitoring trends and improve the routine.
Table of Contents
What Is Sterile Area Maintenance?
Sterile Area cleaning keeps cleanrooms controlled during daily manufacturing work. It combines cleaning, disinfection, monitoring, and routine upkeep. Teams protect Grade A and Grade B zones during aseptic processing. Therefore, they follow strict zoning and a clean-to-dirty flow.
Sterile Area Maintenance also uses checklists, logs, and scheduled inspections. It links work to environmental monitoring trends and audit readiness.
-
Clean surfaces first, then disinfect using the defined contact time.
-
Rotate disinfectants and add a sporicidal disinfectant on a set plan.
-
Record every task in a cleaning logbook with time and signatures.
| cleanroom Maintenance – Don’t | Do instead |
|---|---|
|
Start cleaning without checking the room status |
Check room entry status, line clearance, and zoning rules first |
|
Clean randomly “where it looks dirty” |
Follow the approved checklist and cleaning frequency schedule |
|
Move from dirty areas to clean areas |
Use clean-to-dirty flow and protect Grade A/B first |
|
Wipe in circles and reuse the same wipe too long |
Use one-direction wipe technique and change wipes often |
|
Spray disinfectant and wipe immediately |
Keep surfaces wet for the full contact time (dwell time) |
Key Aspects of Aseptic Area Cleaning
Aseptic area cleaning stops contamination before it reaches open product. Start with zoning, then move from clean to dirty surfaces. Use sterile, low-lint wipes and control your wipe technique. Therefore, measure contact time and avoid rewetting clean areas.
Follow a cleanroom mop method that keeps tools dedicated per room. Also, remove residues first, so disinfectants work on real surfaces.
Use the 2-bucket mopping method to separate rinse and disinfectant.
Record dilution, expiry, and lot numbers in the cleaning logbook.
Trend results with environmental monitoring and adjust the cleaning frequency schedule.
The Goal of a “Written Cleaning Programme” in Cleanroom Cleaning
The goal of cleanroom cleaning is simple: remove soil and reduce microbial risk. Teams protect product, equipment, and people in controlled areas. Also, they follow zoning and move from clean to dirty surfaces.
Cleaning also prepares surfaces so disinfectants work as intended. It supports consistent environmental monitoring and stable room conditions.
Remove residues first, then apply disinfectant for the required contact time.
Record tasks in the logbook and verify tools each shift.
Do these steps 1 time per shift.
What Sterile Area Maintenance Cleans vs What It Disinfects?
Cleanroom maintenance cleans visible soil, dust, and residues from surfaces. Cleaning removes fingerprints, product spills, and sticky buildup. So, cleaning prepares surfaces for effective disinfection.
Cleanroom Maintenance disinfects to reduce microbes on cleaned surfaces. Disinfection targets bacteria, fungi, and spores, based on the agent used. Use 2 steps: clean first, then disinfect. Track 1 key time: the required contact time.
Why Contact Time, Dwell Time, and Wipe Technique Drive Results?
Contact time and dwell time let disinfectants kill microbes effectively. Wipe technique controls spread and stops recontamination across surfaces. Small shortcuts create big gaps in aseptic area cleaning. Use consistent pressure, one-direction strokes, and fresh wipes.
Start with the cleanest zone, then move outward.
Keep surfaces wet for the full contact time.
Replace wipes often and never dip used wipes back.
Why Residue Removal Protects Aseptic Area Cleaning and Grade A/B Zones?
Residue blocks disinfectants and reduces contact with the surface. It also feeds microbes and hides contamination in corners. Clean first, then disinfect, and keep tools dedicated to each zone. Focus on high-touch points and hard-to-reach joints.
Use a detergent step to lift soil before disinfection.
Rinse or wipe off residues, then apply the disinfectant.
Record residue issues and raise deviations when they repeat.
Why Disinfectant Rotation and a Sporicidal Disinfectant Support Cleanroom Disinfection SOPs?
Disinfectant rotation prevents routine gaps and reduces tolerance risks. It also matches different organisms and soil types in cleanrooms. Finally , cleanroom disinfection SOPs define rotation and strict use.
A sporicidal disinfectant controls spores that survive many daily agents. Use 2 disinfectant types: routine and sporicidal. Schedule the sporicide at least 1 time per week for higher-risk zones.
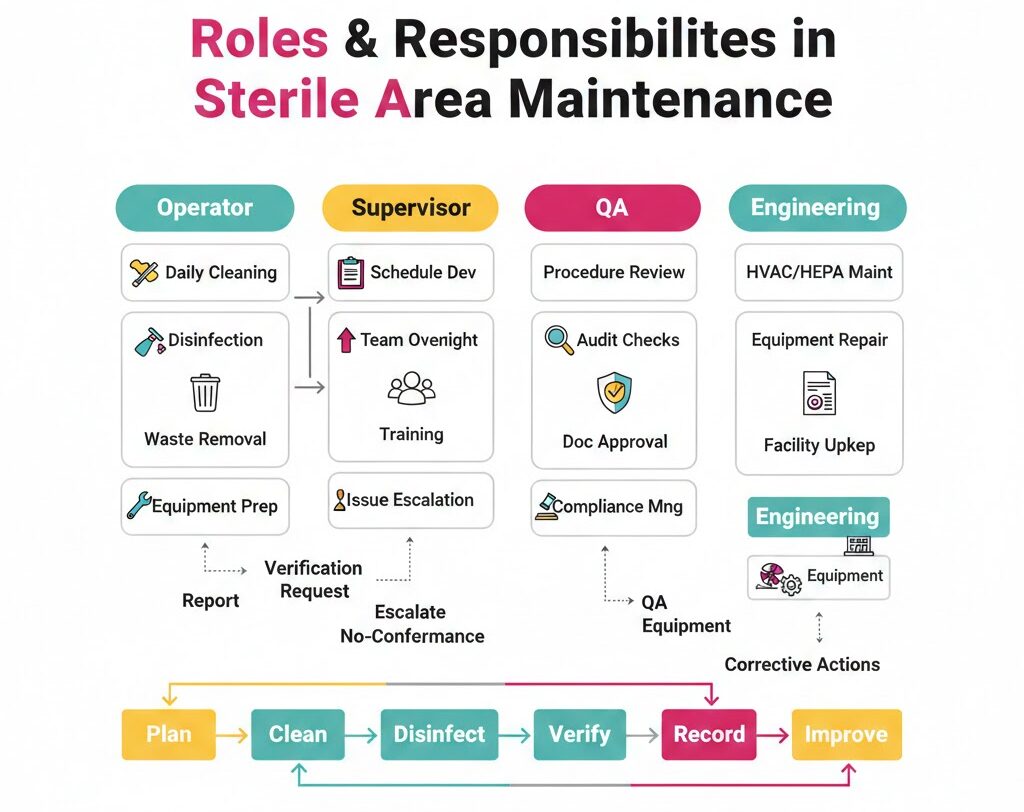
Sterile Area Cleaning SOP
A Sterile Area Cleaning SOP tells teams how to clean and disinfect safely. It sets clear steps for floors, walls, equipment, and airlocks. It also defines tools, chemicals, and room zoning rules.
The SOP explains clean-to-dirty flow and top-to-bottom cleaning. It defines contact time, dwell time, and the correct wipe technique. Therefore, it helps operators repeat the same safe routine every shift.
The SOP also controls disinfectant rotation and sporicidal disinfectant use. It requires records like a disinfectant dilution log and solution expiry. It links tasks to environmental monitoring trends and deviations. Review and update the SOP at least 1 time per year.
| Step (Sterile Area Cleaning SOP) | Owner | Frequency | Evidence |
|---|---|---|---|
|
Pre-check: room status, zoning, line clearance |
Operator/Supervisor |
Each shift |
Pre-clean checklist |
|
Verify tools + chemicals (lot, dilution, expiry) |
Operator |
Each use |
Dilution/expiry log |
|
Clean: remove soil and residues |
Operator |
Each shift |
Cleaning checklist |
|
Disinfect: correct wipe technique + contact time |
Operator |
Each task |
Checklist + contact time field |
|
Floors: cleanroom mop method |
Operator |
Daily |
Floor log |
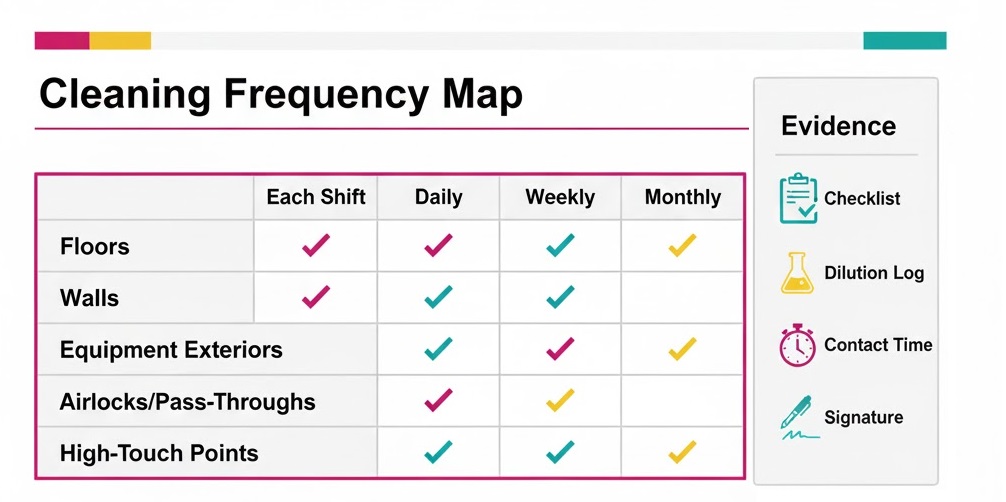
Daily, Weekly, and Monthly Cleaning and Disinfection Checklist
Use a daily, weekly, and monthly checklist to standardize sterile cleaning.It supports cleanroom maintenance and keeps tasks visible. Consequently, teams reduce missed steps during busy shifts.
The checklist should match zoning and the cleaning frequency schedule. It should also list tools, agents, and contact time requirements.
-
Daily: high-touch surfaces, doors, benches, and waste points.
-
Weekly: walls, pass-throughs, and equipment exteriors.
-
Monthly: vents, ceilings, and deep-clean detail areas.
Cleaning Records and Logbook Examples That Pass Audits
Audit-ready cleaning records prove control in cleanroom maintenance . Clear logs also support pharma quality assurance during inspections. Strong logbooks capture facts, not opinions or vague notes. They also link cleaning work to environmental monitoring correlation.
-
Record date, time, room, and operator initials or signature.
-
Record disinfectant name, lot, dilution, and prepared solution expiry.
-
Record contact time, wipe technique, and verification checks.
Final Words
Sterile Area Maintenance protects aseptic production by keeping surfaces clean and controlled. FDA’s FY2024 quality report shows contamination drove many recalls: microbial contamination caused 31% and sterility assurance issues caused 28% of contamination recalls.
This article defines SOP basics for cleanroom maintenance, then shares checklists, logs, and verification steps. Plus, you’ll see what to record and who signs. It also links cleaning discipline to real outcomes: in FY2024, 165 sites generated 260 recall events, yet only 421 products were recalled overall, the lowest in five years. Use the templates to stay consistent and audit-ready.
FAQs
Cleaning removes soil, dust, and residues from surfaces. Disinfection reduces microbes on cleaned surfaces. Always clean first, then disinfect for the required contact time.
Record date, time, room, and operator signature. Also record disinfectant name, lot, dilution, expiry, and contact time. Add verification sign-off and comments for deviations.
Auditors often flag missing contact time evidence and weak log entries. They also flag expired solutions, poor tool segregation, and unclear disinfectant rotation. Fix these with clear SOP steps and real-time records.
References

Ershad Moradi
Ershad Moradi, a Content Marketing Specialist at Zamann Pharma Support, brings 6 years of experience in the pharmaceutical industry. Specializing in pharmaceutical and medical technologies, Ershad is currently focused on expanding his knowledge in marketing and improving communication in the field. Outside of work, Ershad enjoys reading and attending industry related networks to stay up-to-date on the latest advancements. With a passion for continuous learning and growth, Ershad is always looking for new opportunities to enhance his skills and contribute to pharmaceutical industry. Connect with Ershad on Facebook for more information.

Pharma Jobs in Sydney in 2026: Salary, GMP and Hiring Trends
Sydney’s pharmaceutical sector continues to expand under strict TGA GMP inspection trends and PIC/S compliance Australia alignment. This article analyzes regulatory hiring growth, salary positioning, and compliance-driven career opportunities across manufacturing, quality assurance, and regulatory functions.

Quality Control (QC) in Pharma Industry: Top Strategies, Tests & Insights in 2026
Quality Control (QC) in the pharmaceutical industry is a vital process that ensures medicines meet stringent safety and quality standards. By detecting defects and contamination early, QC protects patients and supports regulatory compliance worldwide. Implementing strong QC systems safeguards the integrity and trustworthiness of pharmaceutical products.

Pharma Jobs in Melbourne in 2026: GMP Inspection and Salary Trends
Melbourne’s pharmaceutical sector continues to expand under strict TGA oversight. This analysis explores pharmaceutical manufacturing jobs Victoria, GMP inspection trends, salary benchmarks, and regulatory qualification pathways shaping compliance-driven career growth across sterile and biotech operations.