
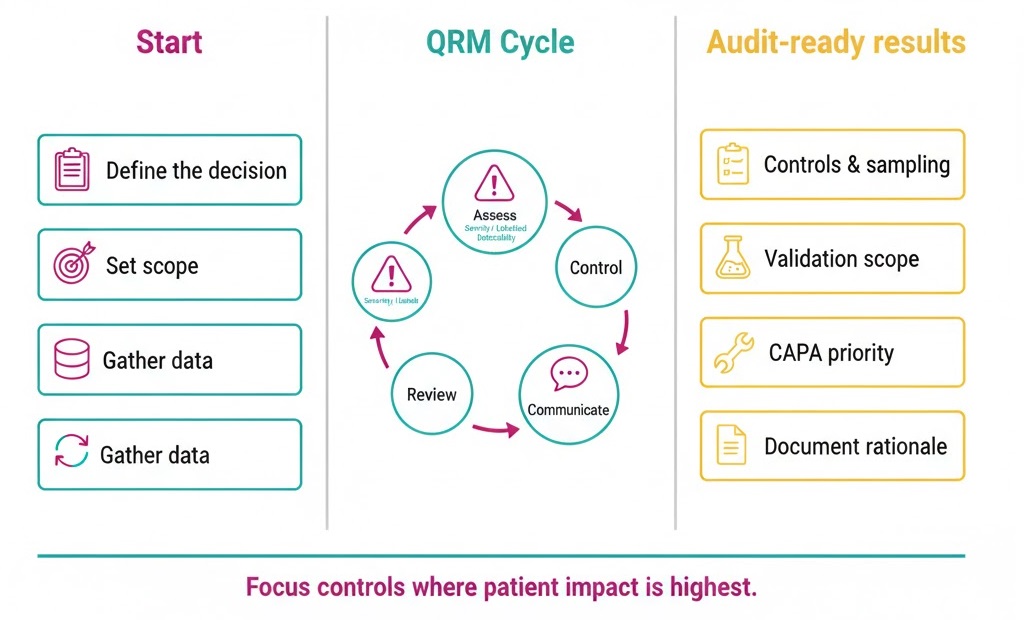
Teams often treat every checklist item as critical, so high-impact risks get missed. Risk-Based Approach in GMP breaks that habit by ranking controls by patient impact. A risk-based approach means you focus controls where patient impact is highest.
In Good Manufacturing Practices (GMP), risk combines 3 factors: severity, likelihood, and detectability. WHO describes QRM as 4 activities—assessment, control, communication, and review—so decisions stay documented and repeatable. ICH Q9 (R1) keeps it simple: apply more formality and evidence for higher risk, and less for lower risk. This reduces subjectivity and helps audits focus on what matters.
Table of Contents
What is a risk-based approach in GMP?
A risk-based approach in GMP helps teams focus on what matters most. It prioritizes controls where patients face the highest harm. Therefore, you spend time on high-impact risks, not paperwork.
Risk means you judge severity, likelihood, and detectability of failures. Then you choose controls that prevent errors and protect product quality. You also document decisions to support audits and consistency.
Rank risks by patient impact and probability.
Match controls to the risk level.
Review risks regularly and improve actions.
What “risk” means in GMP
In GMP, risk means the chance a quality problem harms patients. It links a failure to its impact and how often it could occur. Therefore, teams measure risk to prioritize work and controls.
Risk also includes how quickly you can detect a problem. Then you decide which actions reduce risk most. You document the logic to support audits and repeatable decisions.
Severity: how serious harm could be.
Likelihood: how often it may happen.
Detectability: how easily you spot it.
Control strength: how well actions prevent it.
Residual risk: what remains after controls.
GMP risk levels: low, medium, high examples
| Risk Level | Typical GMP Examples | Best-Fit Controls / Evidence | What to Document |
|---|---|---|---|
|
Low |
Minor label formatting issue (no mix-up risk); non-critical room temp log delay; cosmetic packaging defect |
Simple check + correction; trending; minimal sampling |
Brief rationale + correction record |
|
Medium |
Out-of-spec trend in non-critical parameter; supplier change for non-critical material; repeated minor deviation |
Targeted investigation; defined CAPA; increased in-process checks |
Risk assessment summary + CAPA plan |
|
High |
Sterility assurance risk; cross-contamination risk; critical equipment failure affecting CQAs |
Immediate containment; deep investigation; expanded testing; strong CAPA + effectiveness check |
Full QRM record + decision trail + evidence pack |
Risk-based vs rule-based GMP decisions
Risk-based GMP decisions focus on patient impact and product quality first. Rule-based decisions follow fixed rules, even when risk stays low. Therefore, risk-based teams adjust effort to match real harm potential.
Risk-based thinking changes how you plan controls and evidence. Teams scale sampling, validation, and investigations to risk level. Rule-based thinking often uses the same depth everywhere, which wastes time.
Product quality impact and patient risk
Process controls, in-process checks, and sampling levels
Validation, qualification, and calibration scope
Deviation triage, CAPA priority, and investigation depth
Product quality impact and patient risk
Product quality impact means how a defect changes safety, strength, and purity. Patient risk rises when defects cause harm or reduce treatment benefit. Therefore, teams rank issues by potential patient impact.
Start with the product and the patient. Then link each process step to possible quality failures. Use this link to set controls and testing depth.
Identify defects that affect dose, sterility, or contamination.
Prioritize actions for high-severity patient outcomes.
Product quality impact and patient risk
Process controls keep each step within proven limits. In-process checks confirm quality during runs; therefore, teams fix issues early. Sampling levels match risk, variability, and detection ability today.
Set CPP limits and trigger alarms fast.
Check pH, temperature, and mixing time.
Inspect appearance, weight, and fill volume.
Increase samples for high-risk, new batches only.
Reduce samples when data show stability.
Product quality impact and patient risk
Validation proves a process makes consistent, quality product. Qualification confirms equipment works as intended. Therefore, teams set scope based on patient risk and process complexity.
High-risk systems need deeper testing and tighter acceptance limits. Low-risk utilities can use lean protocols and smart checks. Teams document the rationale for every scope decision.
Expand testing for sterile, critical, and new systems.
Focus on worst-case conditions and critical parameters.
Calibrate instruments based on impact and drift trends.
Product quality impact and patient risk
Deviation triage sorts issues by impact and urgency. Teams act fast when risk threatens patients or product quality. Therefore, triage prevents delays and misaligned effort.
CAPA priority should match severity and recurrence risk. High-risk trends need stronger actions and faster deadlines. Low-risk events can use simpler fixes and monitoring.
Investigate deeper when defects affect CQAs or sterility.
Prioritize CAPA for recurring or systemic failures.
Quality Risk Management in Pharma: Core Concepts
Quality Risk Management helps pharma teams make consistent quality decisions. It links hazards to patient impact and process controls. Therefore, teams avoid overcontrol and focus on what matters most.
QRM uses simple steps: identify hazards, assess risk, and choose controls. Teams then document decisions and communicate risk across functions. This creates shared understanding and faster alignment.
QRM also requires review. Teams track deviations, trends, and CAPA outcomes. Then they update risks, controls, and evidence as processes change.
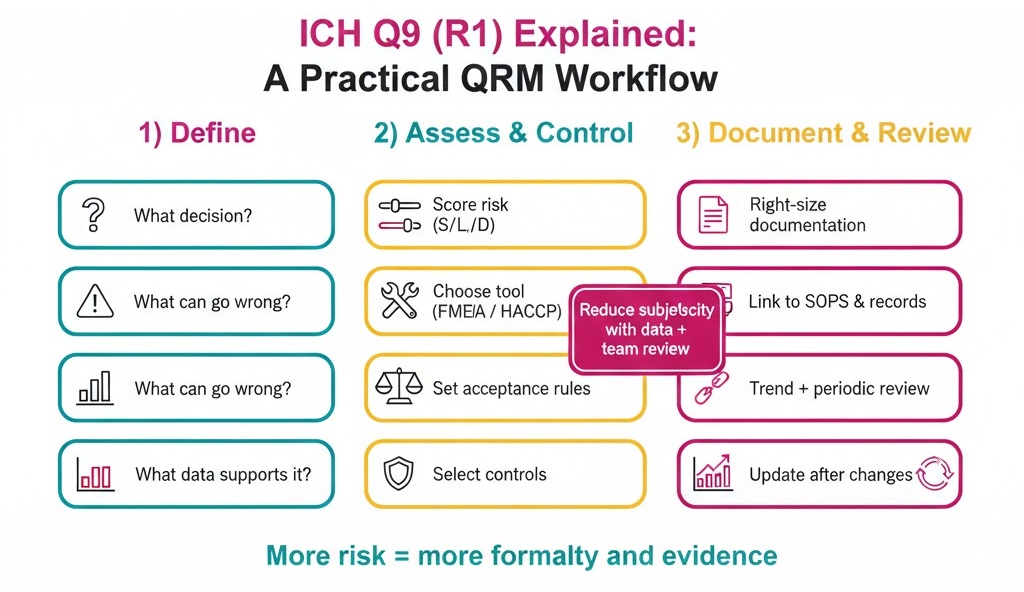
ICH Q9 (R1) Explained in Simple Words
ICH Q9 (R1) guides Quality Risk Management in pharma. It helps teams base controls on patient risk. It supports consistent GMP decisions.
It stresses proportionality, so higher risk needs stronger evidence and documentation. Therefore, avoid heavy forms for low-risk changes.
R1 also warns about subjectivity and bias in risk scoring. Use data, trends, and cross-functional review to calibrate ratings.
Define the question and scope.
Choose a simple tool, like FMEA.
Set clear risk acceptance rules.
Review outcomes and update controls.
Applying a Risk-Based Approach in GMP Step by Step
Start with a clear decision and define the process scope. Then list hazards that could harm patients or product quality. Therefore, you keep the team focused and avoid vague scoring.
Next, score risk using severity, likelihood, and detectability. Choose controls that reduce the highest risks first. Document the rationale, actions, and evidence. Finally, review trends and update the risk file after changes.
Define the decision and the boundary.
Assess risk and set control actions.
Review results and improve regularly.
GMP risk assessment: inputs, decisions, records.
| Step | Key Inputs | Key Decisions | Records / Evidence |
|---|---|---|---|
|
1) Define scope |
Process map, product type, CQAs/CPPs, SOPs, past deviations |
What decision you make; boundaries; team/owners |
Scope statement, process map, data sources list |
|
2) Identify hazards |
FMEA/HACCP prompts, failure modes, complaints, audit findings |
Which hazards matter; what to include/exclude |
Hazard list, assumptions, rationale notes |
|
3) Assess & rank risk |
Severity/likelihood/detectability criteria, historical rates, test data |
Risk scores, risk level, acceptance vs action |
Risk matrix, scoring sheet, acceptance criteria |
|
4) Control, document, review |
Control options, sampling plans, validation needs, CAPA options |
Controls selected, deadlines, review frequency |
Control plan, CAPA record, risk review log, final summary |
Final Words
Risk-Based Approach in GMP means you match controls to risk, not habit. ICH Q9(R1) sets 2 core principles: link decisions to patient protection and scale effort to risk. It frames QRM as 4 activities—assessment, control, communication, and review—and asks 3 key questions: what can go wrong, how likely, and how severe.
Risk-based GMP helps you prioritize patient risk and strengthen compliance. Use QRM to justify scope, depth, and documentation—based on impact. Pick one process (change control, deviations, validation) and apply the steps. ICH Q10 reinforces proportional approaches across the product lifecycle.
FAQs
They are: (1) base risk evaluation on science and patient protection, and (2) scale effort, formality, and documentation to the level of risk.
QRM follows 4 activities: risk assessment, risk control, risk communication, and risk review across the product lifecycle.
Use proportionality: increase sampling, validation depth, and CAPA rigor as risk increases. Also reduce subjectivity by using data and cross-functional review.
References

Ershad Moradi
Ershad Moradi, a Content Marketing Specialist at Zamann Pharma Support, brings 6 years of experience in the pharmaceutical industry. Specializing in pharmaceutical and medical technologies, Ershad is currently focused on expanding his knowledge in marketing and improving communication in the field. Outside of work, Ershad enjoys reading and attending industry related networks to stay up-to-date on the latest advancements. With a passion for continuous learning and growth, Ershad is always looking for new opportunities to enhance his skills and contribute to pharmaceutical industry. Connect with Ershad on Facebook for more information.

Pharma Jobs in NYC in 2026: GMP Compliance and Salary Trends
New York continues to expand across pharmaceutical companies in NYC and biologics manufacturing jobs New York. Hiring demand reflects strict 21 CFR Part 210 and 211 GMP compliance NYC standards, growing clinical research jobs New York, and strong regulatory oversight across manufacturing facilities.

Out of Trend (OOT) Masterclass 2026: Essential Strategies for Bulletproof Pharma Compliance
Out of Trend (OOT) results signal deviations in data that differ from expected norms, often acting as early warnings in pharmaceutical manufacturing. Ignoring these trends can lead to costly Out of Specification (OOS) failures, which account for nearly 20% of batch rejections globally

Pharma Jobs Los Angeles in 2026: GMP Compliance and Salary Trends
Los Angeles continues to expand across pharmaceutical companies in Los Angeles and biologics manufacturing Southern California. From GMP jobs in Los Angeles to pharmacist jobs Los Angeles CA, hiring demand reflects strong regulatory oversight and advanced clinical research growth in LA – California.